
Ремонт дефектов
- Перед началом ремонта нужно вырезать кусок металла, по своим размерам соответствующий трещине. Глубина канавки должна быть не менее 8 мм, а форма должна быть клиновидной.
- Перед тем как заварить головку, ее нужно нагреть до температуры 200 градусов. Для этого можно использовать ацетиленовую горелку, но не паяльник.
Заваривание трещин головки
Для ремонта используйте газовую установку с присадочными материалами. Эффективные результаты получаются при аргонно-дуговой сварке. К ГБЦ нужно подключить массу. Дуга должна гореть между головкой и электродом, туда же и следует подложить кусок металла, который будет заделана трещина.
Когда сварка завершена, шов тщательно зачищаем и еще раз опрессовываем. Если дефектов нет, то поверхность головки нужно отфрезеровать.
Микротрещина в цилиндре наверно самая большая головная боль, хозяина автомобиля, так и мастера к которому он обращается. Все дело в том, что ее не видать визуально, а симптомы что начинает прогорать прокладка под головкой. Несколько раз попадались мне такие двигатели. Но бывает и микротрещина и в головке. Признак микротрещины в цилиндре и головке один и тот же что и начинающий прогар прокладки под головкой.
Расскажу сначала про микротрещину в головке, а ниже про микротрещину в цилиндре.
Подъехал парень на ВАЗ-2106 и говорит машина все время кипит, подождал немого пока перестанет кипеть двигатель, открыл крышку радиатора и долил охлаждающей жидкости в радиатор, завел двигатель на холостых оборотах. Стал смотреть в радиатор, вижу как пузыри выходят из радиатора, (но если долили жидкость в радиатор то обычно сразу выскакивает несколько пузырей но они быстро прекращаются), в переднеприводных машинах начинает раздувать бачек в который наливают охлаждающую жидкость и также идут пузыри. Если прокладка под головкой прогорела сильно то жидкость идет в цилиндр, сквозь поршень жидкость просачивается в блок двигателя и попадает в масло, признак, масло становится цвета белой эмульсии и увеличивается в объеме.
Сразу определил, что начинает прогорать прокладка, снимаю головку а прокладка новая (совсем свежая) и никакого намека на прогар, спросил, уже меняли прокладку, говорит два дня назад купил головку с рук, заменили ее и с тех пор кипит. Спрашиваю, а до этого на старой головке кипела, говорит, нет ни кипела, но она троила из-за прогара клапана, я решил купить эту головку тем более не дорого предложили, чтобы с той не мучится. Говорю, у тебя два варианта, покупать другую головку, или вези старую я ее починю, решил он ремонтировать старую (головка и правда была сильно ушатана, пришлось менять все клапана и направляющие втулки клапанов). Поставил отремонтированную головку и кипение прекратилось. Но что смешно, через некоторое время ко мне подъехал другой парень на ВАЗ-2107 и также пожаловался что кипит двигатель, открыл капот и узнал головку из-за которой кипела шестерка (на ней было пятно красной краской, потому и запомнил). Спросил у него давно головку менял, говорит, на днях. Рассказал я ему историю этой головки. Визуально в этой головке я так и не нашел микротрещины, и в каком она месте так и не понял.
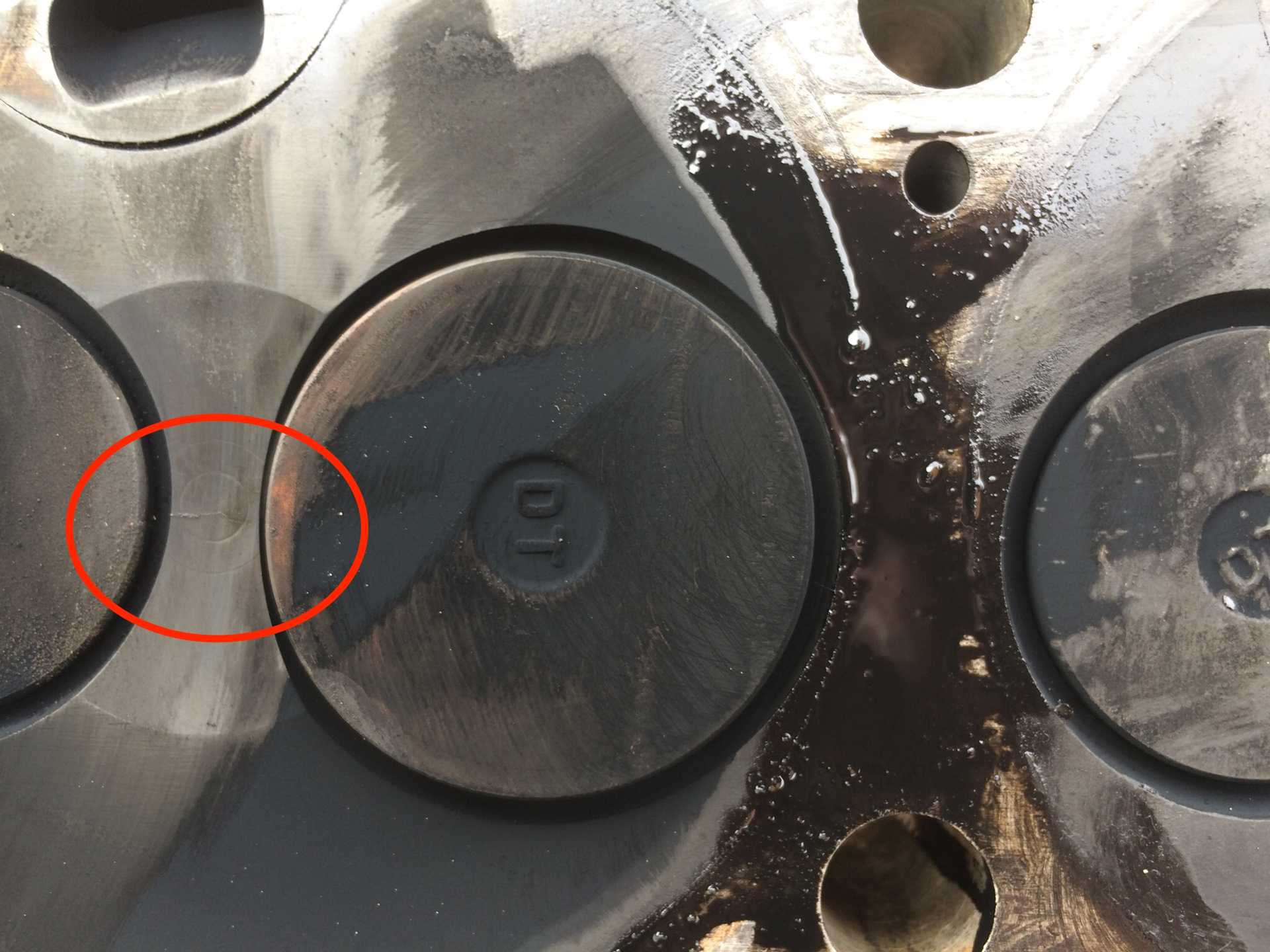
Фото. Микротрещина в головке
Чаще всего микротрещина в головке бывает как показано на фото, и чаще всего в моей практики она бывает во втором или третьем цилиндре. На фото красным показано расположение микротрещины. Проще найти микротрещину так, зачистите ножом нагар в том месте где показана трещина, и она проявляется.
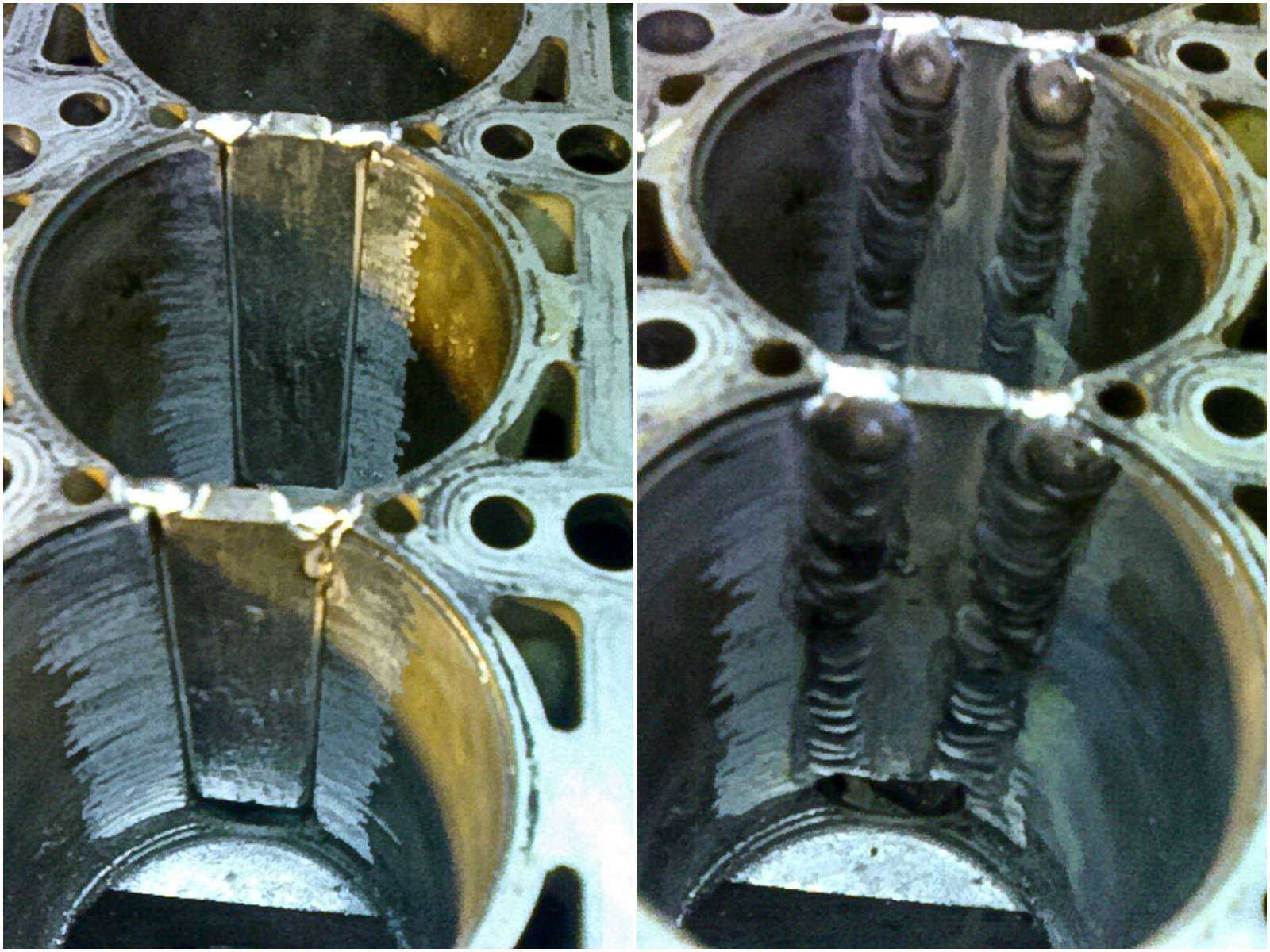
Фото. Головка от Нивы сразу с двумя микротрещинами
А один раз попалась головка сразу с двумя микротрещинами, она есть на фото и трещины показаны стрелками, их нашел сразу, стоило только ножом снять нагар. Признак этих микротрещин в этой Ниве был такой, второй и третий цилиндры троили, на малых оборотах, уходил тосол и вылетал через глушитель, также шли пузыри в радиатор, но в масло тосол не шел. Может потому что у этого движка очень хорошая поршневая группа, а была бы плохая поршневая то и в блок проникал бы тосол. Это так и осталось загадкой, почему не проникал тосол в масло сквозь поршни, думаю его очень мало поступало в цилиндры, в основном давление продавливало воздух в головку и совсем капли засасывало в цилиндры.
Типичные места образования трещин
Автопроизводители допускают образование трещин в головке, и это не будет считаться неисправностью, так как трещина будет неглубокой и она не будет соединять две ёмкости. В дизельных двигателях VW головка с трещиной между клапанами допускается к использованию.

Но найти все трещины- задача проблематичная даже для опытного моториста. Казалось бы, на одних и тех же моторах трещины должны образовываться в одних и тех же местах. Но от этого поиск не упрощается. Есть места, которые можно обнаружить одним взглядом на головку:
- —между клапанами— трещина сразу видна, проходит под сёдлами двух соседних клапанов.
- —между свечой и клапаном— та же ситуация, опять же, всё на виду и никуда не надо заглядывать
- —в дизельном двигателе трещина может пойти от клапана в сторону форкамеры, такую трещину легко заметить, но как её увидеть, если она образуется под форкамерой и не выходит наружу?
- —под направляющей клапана— ещё одно злачное место, где не видно трещины, во-первых, в канале и так темно, а во-вторых, трещина прикрыта направляющей втулкой.
Тут нужен другой подход, а не только визуальный. Да и какая польза от обнаружения трещины между клапанами, если через неё не прорываются газы? Не будем полагаться на случай, тем более метод диагностики придуман давно и зарекомендовал себя с лучшей стороны.
Как обнаружить проблему?
Поскольку далеко не во всех ситуациях наличие трещин в блоке цилиндров может сопровождаться ощутимыми и видимыми глазу последствиями, определить наличие микротрещин можно посредством таких методов:
- Пневматической опрессовкой;
- С использованием магниточувствительного оборудования;
- С помощью ультразвукового сканирования;
- Гидроконтролем.
Благодаря каждому из вышеперечисленных способов, удается быстро установить микротрещины в блоке цилиндров и их конкретное месторасположение. Чаще остальных в специализированных сервисных центрах обнаружение проблемы производят путем введения воды или воздуха внутрь блока цилиндров. Если вода просачивается, значит, в диагностируемом месте имеет место быть трещине. Если же диагностика проводится с использованием воздуха, то распознать трещины можно по наличию пузырьков на поверхности воды.
Как устранить трещины?
О того, насколько велика образовавшаяся трещина, во многом и зависит способ ее устранения. Но в некоторых ситуациях благоразумно и вовсе произвести полную замену блока, так как частичный ремонт не позволит добиться желаемого результата. Исходя из вышесказанного устранить трещины в блоке цилиндров можно следующими способами:
- Методом сварки;
- Методом наложения эпоксида и стеклоткани;
- Методом SEAL-LOCK.
Что касается последнего, то он достаточно трудоемкий, однако при этом дает возможность заделать трещины без применения сварки, исключая при этом демонтаж мотора. Суть такого метода основана на устранении трещин, путем заполнения их мягким металлом. Подробнее о том, как заделывать трещины в блоке цилиндров в этом видеоролике:
Опубликовано: 11 июля 2021
Трещина в блоке цилиндров: признаки
Есть симптомы, при обнаружении которых обязательно нужно диагностировать двигатель на предмет серьезных повреждений. Особенно часто о наличии разломов говорят такие признаки:
- Постоянный перегрев мотора. Разгерметизация системы приводит к вытеканию масла и перегреву силового агрегата. Проблема может появиться из-за прогорания прокладки.
- Неисправности термопары. Следствие — перегрев мотора и его деформация.
- Расширительный бочок не держит давление, в результате появляются воздушные пробки.
- Температурный датчик выдает неправильные показания. Если стрелка прибора ведет себя беспорядочно, это может говорить о резких изменениях температуры мотора при его работе.
- Мотор вибрирует. Это главный признак того, что образовалась трещина в блоке цилиндров. На трещину указывает также «троение» двигателя во время высокой нагрузки.

Способы ремонта
Газовая или электрическая сварка.
В случае с чугунным блоком, например, как у ВАЗ, на концах трещины сверлится по отверстию, затем трещину углубляют и расширяют для лучшего сцепления сварного шва со стенкой.
Сама ГБЦ перед сваркой как следует нагревается (~600-650°С). После, используя флюс, на чугунно-медный присадочный пруток и нейтральное пламя газовой сварки, наносится аккуратный ровный шов. Сам шов должен выступать над поверхностью, но не более 1.0-1.5 мм. По завершению всех сварочных работ блок подвергают медленному охлаждению в термошкафу.











Также иногда сварку выполняют без предварительного подогрева блока, однако в таком случае используется электросварка с постоянным током обратной полярности. Если этого требует трещина, допускается нанесение заплатки из мягкой стали, для этого используется электросварка и медные электроды, обернутые жестью. После, сварочные швы обрабатываются и покрываются эпоксидной пастой.
Эпоксидная паста.
Поверхность рядом с трещиной, а также сама трещина тщательно зачищается, практически до блеска. Дальше, как и в предыдущем случае, сверлится отверстие Ø 3-5 мм. В отверстиях нарезается резьба, после чего в нее закручиваются медные или алюминиевые заглушки, заподлицо. Вся трещина обрабатывается под углом 60-90° на глубину до ¾ толщины стенки.

Поверхность вокруг самой трещины покрывается насечками для придания ей шероховатости. Перед нанесением эпоксидной пасты поверхность необходимо очистить обезжиривателем, ацетоном или на крайний случай бензином. Саму смолу наносят шпателем в 1-3 слоя. Толщина каждого слоя минимум — 2 мм, а общая толщина примерно — 3-4 мм., полное отвердевание происходит на протяжении суток.
В случае подогрева или интенсивной сушки отвердевание произойдет всего за 3-4 часа. По завершению сушки поверхность можно подвергать шлифовке напильником или болгаркой.
Эпоксидная паста + стеклоткань.
Все подготовительные работы такие же, как и у предыдущего способа. Принцип нанесения практически такой же, единственное, в данном случае на каждый слой пасты наносится заплатка из стеклоткани, после чего слой прикатывается роликом.
Всех слоев может быть от 2-х до 8-ми. Финишный слой покрывается пастой, после высыхания обрабатывается напильником или болгаркой.
Установка штифтов.
- По краям трещины сверлятся отверстия Ø 4-5 мм. После, таким же сверлом необходимо насверлить отверстий по всей длине, расстояние между отверстиями 7-8 мм.
- В отверстиях нарезается резьба, затем в отверстия вкручиваются медные прутки на толщину стенки. После этого прутки подрезаются ножовкой, но не полностью, необходимо оставить кончики примерно 1.5-2 мм над поверхностью.
-
Затем, между установленными штифтами сверлятся дополнительные отверстия таким образом, чтобы они могли перекрыть предыдущие.
- Когда все прутки образуют сплошную полосу, кончики расплющиваются при помощи молотка, тем самым расчеканивая поверхность штифтов и образуя сплошной медный шов.
- Для надежности поверхность покрывается эпоксидной пастой или смолой. После завершения ремонтных работ блок или головка в обязательном порядке опрессовывается.
https://www.autoposobie.ru/kak-zadelat-treshhinu-v-gbts-prichinyi-poyavleniya-diagnostika-i-sposobyi-ustraneniya/
Заделываем трещины в головке и блоке двигателя электросваркой
Реанимации подвергаются все трещины, за исключением тех, которые проходят сквозь клапанные гнезда, зеркала цилиндров, а также плоскости прилегания блока и головки. В последнем случае изделие бракуют, в остальных стараются их реабилитировать, этим-то мы сейчас с вами, уважаемые читатели, и займемся.
В самом начале стоит сообщить о том, что существует несколько способов устранения дефектов. Коротко обо всех.
К первому способу можно отнести заделывание трещин с помощью обычной дрели или электросварки.
В случае если блок чугунный, то концы трещины можно засверлить сверлом и зашлифовать их под углом 90 по всей длине кругом, зубилом или каким-нибудь другим приспособлением.
Если вы выбрали ликвидацию трещин с помощью электросварки, то перед началом работы блок необходимо разогреть до 600-650С. Затем с помощью чугунно – медного присадочного прутка диаметром 5 мм и флюса, нужно нанести сплошной ровный слой, который не должен торчать над поверхностью металла более чем на пару миллиметров. После того, как трещина была заварена, блок следует медленно охладить в термошкафу.
Выше предложенный метод является не единственным, вы можете заварить трещину и без подогрева блока, но для этого вам понадобится электросварка.
Мнение эксперта Руслан Константинов Эксперт по автомобильной тематике. Окончил ИжГТУ имени М.Т. Калашникова по специальности «Эксплуатация транспортно-технологических машин и комплексов». Опыт профессионального ремонта автомобилей более 10 лет.
Иногда определить местоположение трещины в блоке цилиндров не так уж просто, но есть ряд способов. Обычно это касается микротрещин, которые трудно заметить. Итак, можно установить магниты по корпусу блока цилиндров или головки, насыпать стружку из металла мелкой фракции сверху. Стружка под действием магнитного поля начнёт притягиваться к магнитам и забиваться в трещины, которые будут встречаться на пути.
Можно использовать более доступный способ, если нет под рукой магнитов. Поверхность, где имеется подозрение на трещины, тщательно промывается керосином или любым растворителем для краски. После этого на поверхность наносится жидкая краска и оставляется на 10-15 минут, далее поверхность протирается ветошью и все дефекты становятся заметны невооружённым глазом.
Также нередко используется способ с применением жидкости. Перед тем как залить в канал воду герметично закрываются все отверстия. В канал после воды под давлением закачивается воздух, можно использовать обычный автомобильный компрессор, после чего канал закрывается и блок оставляется на несколько часов. Места, в которых будет проступать вода, и укажут на наличие трещин. Можно и не ждать несколько часов, для этого блок погружается в воду, и пузырьки воздуха укажут на местоположение дефекта. При устранении трещин следует учитывать, что браться за заделку дефектов на гнездах клапанов, на зеркалах цилиндров и не месте соприкосновения блока и ГБЦ самостоятельно не рекомендуется.
Альтернативные способы
Начнем с того, что незначительные трещины можно также заделать путем использования эпоксидной пасты и стеклоткани. Перед началом работ поверхность металла нужно хорошо обезжирить. Слои пасты и стеклоткани при нанесении чередуются, последним слоем должен являться эпоксид.
Среди наиболее востребованных сегодня технологий стоит также отметить решение под названием SEAL-LOCK. К преимуществам данного способа относят отсутствие необходимости демонтировать двигатель. Способ подходит для восстановления серьезных пробоин или трещин в блоке цилиндров. Также для ремонта не требуется применение сварочного аппарата.
В основе способа лежит заполнение трещины специальной прослойкой из мягкого металла, который в результате надежно скрепляется с поверхностью восстанавливаемой детали.
- Трещину локализуют, после чего происходит засверливание краев раскола. Далее поперек трещины насверливают отверстия с установленным технологией шагом. В эти отверстия вставляются стяжки-скобы, которые связывают оба края трещины. Скобы подбираются в соответствии с видом раскола, так как могут иметь различную длину и отличаться по своей форме.
- Далее в пространстве между установленных скоб высверливается отверстие, после чего происходит нарезка конусной резьбы при помощи специального метчика. После этого необходимо произвести обработку полученного отверстия составом для устранения окисной пленки. Затем в обработанное резьбовое отверстие с небольшим усилием вкручивается заглушка-конус, материал которой активно контактирует с металлом ремонтируемой детали.
- Далее часть заглушки, которая возвышается над плоскостью, нужно немного подпилить, после чего вкручивание осуществляется с большим усилием, которое создается специальным инструментом. Под таким усилием мягкая заглушка сломается в том месте, где ранее был сделан подпил. Выступающие остатки дополнительно шлифуют.
- Следующим шагом становится сверление следующего отверстия. Это отверстие сверлят так, чтобы добиться частичного перекрытия предыдущего резьбового отверстия с установленной заглушкой. Процедура ремонта предполагает заполнение заглушками всей трещины.
Когда работа по установке всех стяжек и заглушек окончена, а также произведена шлифовка, образуется шов. Данный шов необходимо дополнительно спрессовать (расклепать) при помощи ударного инструмента (пневматический молоток с возможностью изменять частоту вибраций).
Расклепывание шва позволяет устранить возможные пустоты, а также ускоряет диффузию материалов заклепок и детали. Результатом станет появление пластичного шва, который имеет прочную связь с поверхностью. Такой шов имеет ряд преимуществ сравнительно со сварным швом:









- не страдает от температурных перепадов;
- способен сохранять целостность в условиях работы при высоких температурах;
- не получает значительного напряжения;
Что касается установки больших латок, которыми можно буквально «заклеить» треснувший блок цилиндров двигателя или головку блока, тогда способ решения по схеме реализации напоминает описанный выше. Потребуется вырезать и подогнать латку из металла, после чего производится ее установка путем заполнения всего периметра стяжками и конусными заглушками. Последующая проверка готового шва на герметичность осуществляется при помощи опрессовки под давлением около 6 атмосфер.
-
Тосол в блоке цилиндров двигателя: причины и способы…
Почему антифриз или тосол поадают в цилиндры двигателя и что делать в такой ситуации. Как самому определить наличие тосола в цилиндрах, способы ремонта. Читать далее
-
Какой герметик лучше для двигателя автомобиля?
Виды герметиков для двигателя автомобиля: анаэробные, силиконовые, ремнотные. Принцип дейсвтия, отличия, сферы применения. Как выбрать лучший герметик. Читать далее
-
Последствия перегрева двигателя автомобиля
Почему возникает перегрев двигателя. Чего ожидать водителю и какие поломки могут возникнуть, если двигатель перегрелся. Что делать в случае перегрева ДВС. Читать далее
-
Эмульсия на щупе уровня масла: причины возникновения
На какие неисправности указывает эмульсия на масляном щупе и крышке маслозаливной горловины. Способы самостоятельного определения причин данной проблемы. Читать далее
-
Разминусовка двигателя: зачем она?
В чем заключается и для чего необходима разминусовка силового агрегата. Основные преимущества данного решения, установка дополнительной массы своими руками. Читать далее
-
Блок цилиндров двигателя
Назначение блока цилиндров в конструкции ДВС. Разновидности, материалы и способы изготовления. Преимущества и недостатки блоков из чугуна и алюминия. Читать далее
Профессиональный ремонт блока двигателя: +7-499-686-12-80
Появление трещины в блоке цилиндров может быть обусловлено как обычной эксплуатацией транспортного средства, так и конструктивным исполнением самого двигателя. Когда изготовители автомобилей проектируют двигатели, то желают добиться того, чтобы двигатель обладал достаточной прочностью, чтобы выдерживать силы, которые будут на него воздействовать как во время процесса горения, так и во время циклов нагрева и охлаждения, которым он подвергается. С другой стороны, вес двигателя значительно влияет на поведение самого автомобиля. Наличие более тяжёлого двигателя приводит к увеличению расхода топлива из-за дополнительной энергии, которая необходима для того, чтобы сдвинуть этот вес с места. Более тяжёлый двигатель также может оказать влияние на характеристики управления автомобилем, поскольку дополнительный вес может сместить его центр тяжести и повлиять на способность хорошо поворачиваться.
Поскольку изготовители двигателей пытаются найти оптимальный баланс (двигатель должен быть лёгким, но прочным), то им приходится учитывать все нагрузки, которые он будет испытывать. Давление газов горения довольно высокое, однако оно редко достаточно высокое для того, чтобы оказать существенный эффект на блок цилиндров. Более заметное воздействие на двигатель оказывает цикл нагрева и охлаждения, которому он подвергается при запуске и остановке. Тепло выделяется благодаря процессу горения и передаётся остальной части двигателя посредством охлаждающей жидкости. По мере того как металл нагревается, он расширяется, однако это происходит с разной скоростью в зависимости от температурных градиентов. Объединив это напряжение с нормальными вибрациями при движении, торможении и ускорении, можно получить огромные нагрузки в разных частях блока двигателя.
После многих километров автопробега эти нагрузки способны привести к образованию мелких трещин. Блоки цилиндров редко сразу приходят в негодность. Обычно проблема начинается с небольших микротрещин, которые пропускают только небольшое количество жидкости и только тогда, когда двигатель находится в горячем состоянии, а система охлаждения – под давлением. Поскольку большинство блоков изготавливается из чугуна, то после начала образования трещины этот процесс почти невозможно остановить. После начала своего образования трещины могут легко распространяться через металл благодаря особенностям формирования молекул металла в решётке при отливе. Это означает, что если в блоке появилась трещина, то течь будет быстро прогрессировать.
Это приводит к одному из основных признаков наличия в блоке трещины. В треснувшем блоке почти всегда наблюдается течь в системе охлаждения, однако этот процесс начинается очень медленно. Иногда настолько медленно, что, когда двигатель тёплый, течь едва заметна, она будет выглядеть как выделение небольшого количества пара. По мере того как циклы нагрева и охлаждения будут продолжаться, трещина будет увеличиваться до тех пор, пока не станет заметно ещё больше пара, а затем появятся капли охлаждающей жидкости и в конце концов – течь охлаждающей жидкости, независимо от того, горячий или холодный двигатель.
Как проверить герметичность клапанов
Затягиваем болты головки блока цилиндров правильно основные правила и требования к выполнению работ
Нормальная эксплуатация автомобиля во многом зависит от правильной работы газораспределительной системы. Ключевая роль в этом отводится выпускным и впускным клапанам. Они должны иметь плотное прилегание на головке блока цилиндров к своим седлам. Только в , в камере сгорания будет создаваться необходимое давление.
- Перед тем как проверить герметичность клапанов с их седлами, необходимо снять головку блока цилиндров (ГБЦ). Очистите ее и корпус подшипников от грязи и нагара, удалите со стенок камер сгорания отложения металлической щеткой, отмойте на ней масляные отложения.
- Внимательно осмотрите корпус подшипников и головку блока цилиндров. Они не должны иметь трещин и быть целыми. Следует осмотреть рабочие поверхности корпуса подшипников, опор распределительного вала и стенки у посадочных отверстий гидротолкателей. На них не должно быть следов наволакивания металла и задиров. Направляющие клапанов и седла должны плотно сидеть в головке блока цилиндров. Не допускается их смещения во время работы газораспределительного механизма. У клапанов и седел не должно быть трещин и следов прогорания.
- Плоскостность ГБЦ проверить специальным шаблоном. При его отсутствии это можно сделать при помощи слесарной широкой линейки. Она прикладывается по диагонали ребром к привалочной нижней плоскости головки блока. Необходимо убедиться, что зазора между ребром линейки и плоскостью не существует. Он может быть как в средней части плоскости, так и по ее краям. По обеим диагоналям зазор замеряется плоскими щупами. 0,1 мм – это максимально допустимое значение для зазора. При больших значениях зазора привалочная плоскость фрезеруется или заменяется.
- Проверяется герметичность головки блока цилиндров. Для этого заглушается окно подачи на термостат, расположенное на ее торцевой поверхности. После этого следует перевернуть головку для заполнения керосином ее внутренней рубашки охлаждения.
- Следует убедиться в том, что нет утечек керосина из головки блока цилиндров. Если вы ее обнаружили, тогда головка блока, либо ремонтируется при помощи холодной сварки, либо заменяется на новую.
- Как проверить герметичность клапанов ГБЦ? Для этого головку блока нужно положить на горизонтальную поверхность, чтобы привалочная плоскость оказалась вверху. Далее камеры сгорания ГБЦ заполняются керосином. После чего необходимо выждать 10 минут. Если уровень жидкости снизился, то это означает, что один или оба клапана негерметичны.
- Негерметичность клапанов устраняется при помощи их притирки к седлу. Но это в том случае, если на тарелке клапана и на самом клапане нет механических повреждений и трещин. Для проведения этой работы с клапана снимается маслосъемный колпачок. Из направляющей втулки вытаскивается клапан. На рабочую поверхность клапана наносится притирочная паста. Чаще всего применяют «Алмазную». Клапан устанавливается в головке блока, а на его стержне закрепляется притирочное приспособление.
- Клапан прижимается к седлу и поворачивается из стороны в сторону. После 12-15 поворотов его поворачивают на 90 градусов и процесс продолжается. Притирка проводится до тех пор, пока на тарелке клапана и седле не образуется равномерная поверхность, а на рабочей поверхности должен получиться ровный слой пасты, имеющий характерный цвет. Остатки притирочной пасты необходимо будет удалять с обоих элементов. Клапан устанавливается на место в обратном порядке, а маслосъемные колпачки заменяются.
Имейте в виду, что притирка необходима больше для контроля качества самого сопряжения, чем для обработки. Если вытереть насухо притертые поверхности, а после этого провернуть клапан несколько раз в обе стороны и одновременно прижимать его к седлу, тогда на фасках деталей должна появиться блестящая линия. Если она получилась замкнутой, то есть проходит по всей окружности – это будет означать, что прилегание у деталей хорошее, и вы все сделали правильно.
Чем можно заклеить блок двигателя?
Советы для автолюбителя

Как заделать дыру в блоке цилиндров, заделка трещин в двигателе, ремонт бензобака.
Способ, как заделать трещины в головке блока двигателя внутреннего сгорания у автомобиля или мотоцикла
Разогревают шпаклевку и смешивают с цементов 1:1. Перед заделкой по всей длине трещины делают углубление шириной 6-8 мм, глубиной 1,5-2 мм. Этот желоб и прилегающую к нему поверхность шириной 15-20 мм тщательно промывают ацетоном или бензином, заполняют шпаклевкой или клеем так, чтобы образовался валик шириной 30-40 мм, высотой 2-3 мм. Чтобы клей заполнил трещину, деталь, подлежащую ремонту, нагревают до 50-60 °С.









Как заделать дыру в блоке цилиндров?
В свое время у меня на “Москвиче” разморозился блок цилиндров, выдавило почти прямогульный кусок размером 5 на 12 см. Я взял две металические пластины: одна чуть уже, но длиннее дыры в блоке, вторая – полностью перекрывающая пролом с запасом 1,5 см. на каждую сторону (можно и больше). Просверлил совмещенные отверстия под болты М6 (кажется 4 или 6 отверстий), в более узкой пластине нарезал резьбу под М6, потом узкую завел в через разлом в блок, чтобы она удерживалась там за боковые края, а широкую поместил снаружи. Между широкой пластиной и блоком положил такой же кусок маслобензостойкой резины (толщина примерно 6 мм), все это стянул болтами. При этом даже двигатель не пришлось снимать. Ездил я с таким “бутербродом” почти год, так и продал потом эту машину. Попробуйте, может поможет. Геннадий. (artus@lep.lg.ua)
Заварить блок цилиндров можно арго-дуговой сваркой только есть ли смысл в этом так как дешевле наверное всё таки купить новый блок т.к. потом придется растачивать и шлифовать старый а все эти работы производятся только на крупных предприятиях. Gorbatenkov Dmitry.
Наверно все зависит от размера повреждения. В свое время, в 80 году, случайно “разморозил ” блок цилиндров на УАЗе. Трещина получилась сантиметров 10. Мне удалось ее заклеить при помощи стеловолокна и эпоксидной смолы. Потом машина проходила еще года два, проблем не было ни каких. Андрей.
Ремонт бензобака
У старых автомобилей иногда внезапно обнаруживается течь бензина из бака через, буквально микроскопические отверстия в стенке, образовавшиеся в результате коррозии. Если это произошло в дороге, то предварительно слив бензин, слегка расширьте отверстия острым металлическим предметом, типа шила, и туго заверните в него смазанный маслом самонарезающий винт, которых много в обивке автомобиля. Еще лучше, если под головку винта положить прокладку из мягкой пластмассы, кожи или бензостойкой резины.
С неисправным бензонасосом можно продолжать движение, даже если насос не удается отремонтировать на месте. Для этого следует герметично закрыть наливную горловину бензобака, снять с бензонасоса шланг, идущий к баку, подкачать через него воздух шинным насосом и быстро поставить шланг на место. Бензин будет поступать в карбюратор под давлением воздуха. Одной подкачки хватает на 5. 20 км.
Во избежание вздутия бака, а также переполнения карбюратора, давление воздуха должно быть небольшим. Если бак полон, то достаточно 3. 6 качков насоса, а при почти пустом баке требуется 15-25 качков.
При эксплуатации авто-мото техники иногда возникает необходимость быстро приготовить герметик. О том как это сделать читайте в сборники «Рецепты приготовления герметиков».



